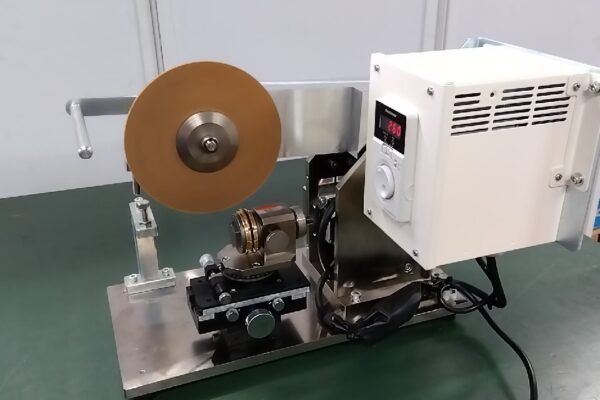
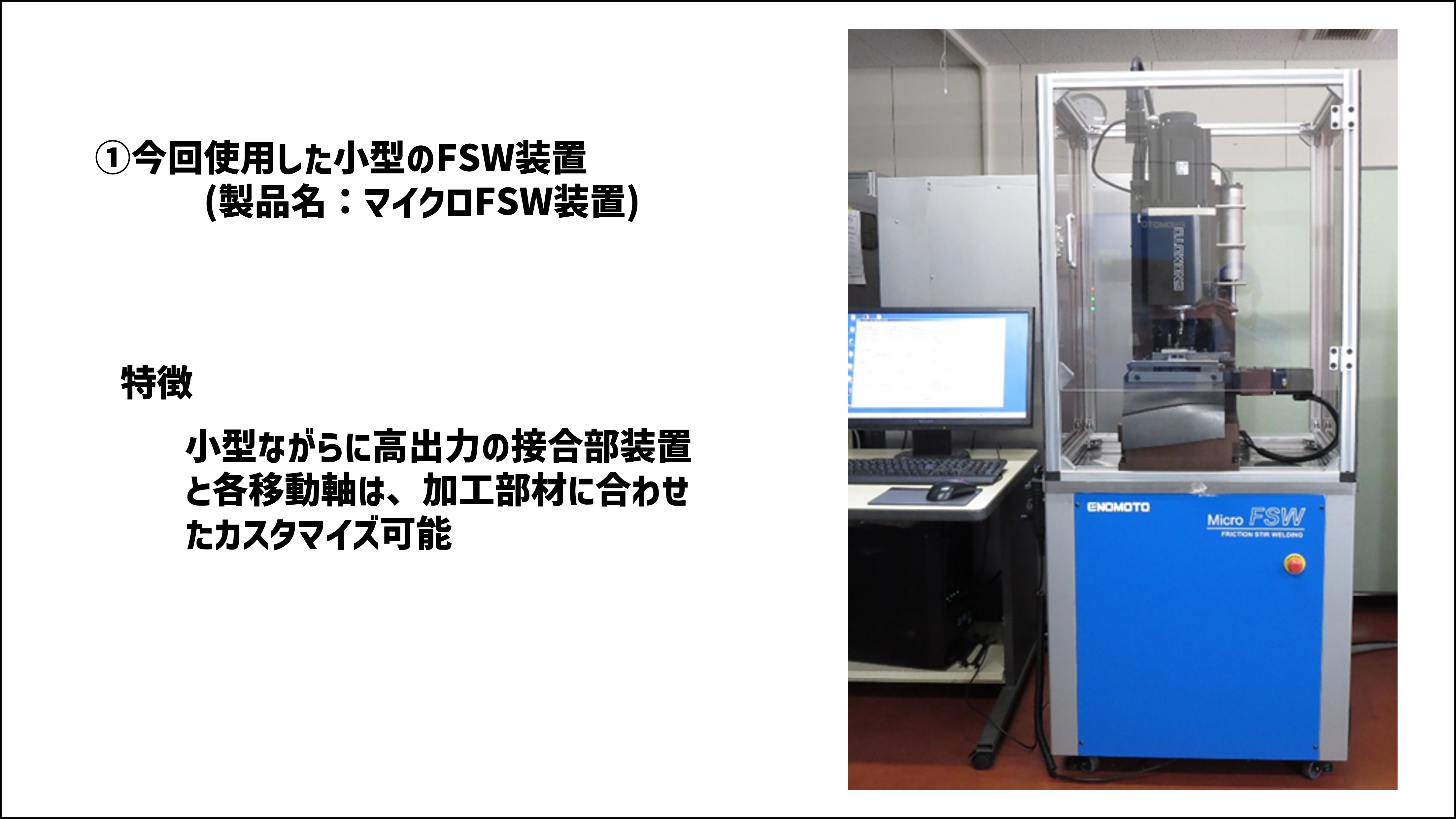
小型FSW装置(製品名 マイクロFSW)によるスポット接合の強度テスト結果
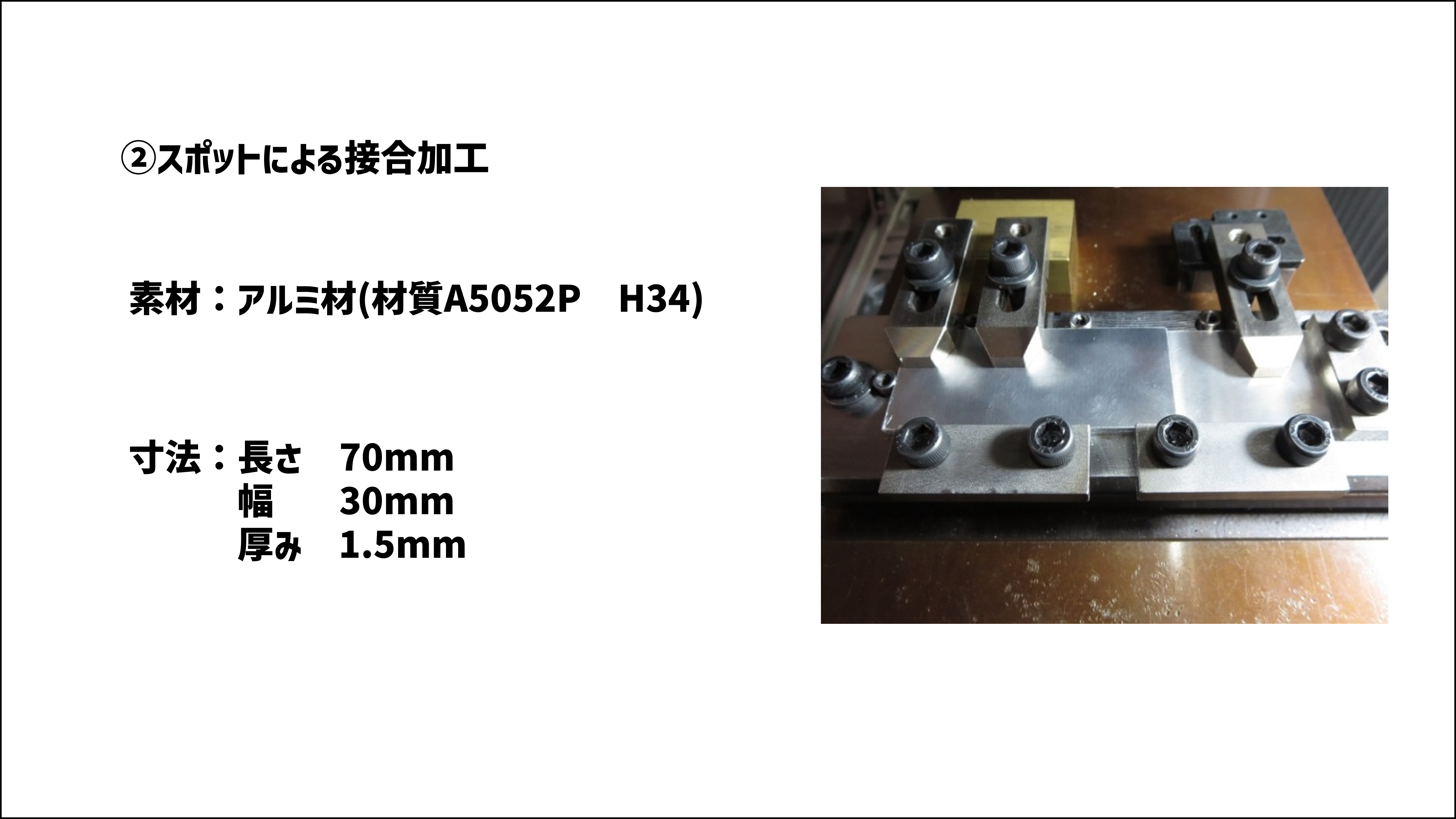
スポットによる接合加工
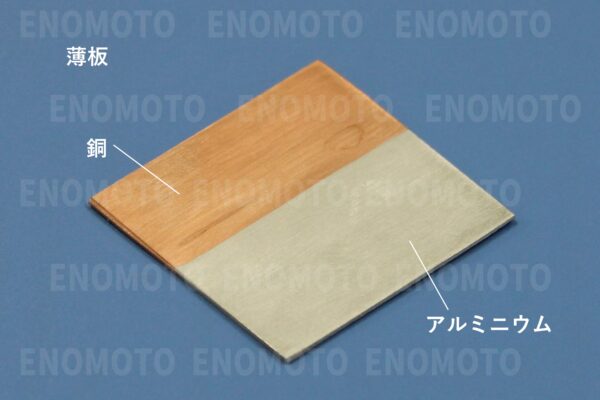
素材:アルミ材(A5052P H34)
寸法:長さ 70mm
幅 30mm
厚み 1.5mm
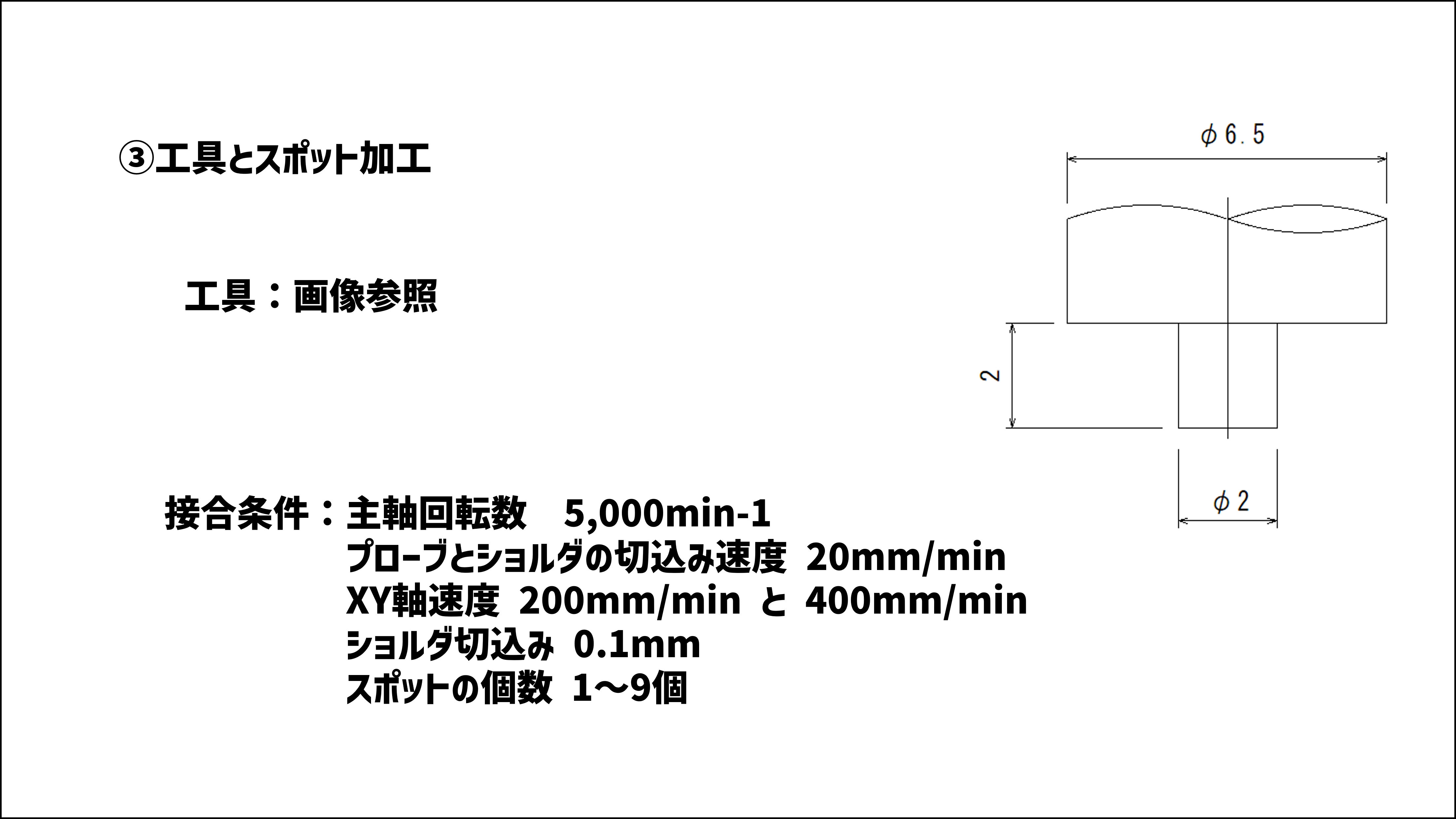
接合条件
主軸回転数:5,000 min-1
プローブとショルダの切込み速度:20mm/min
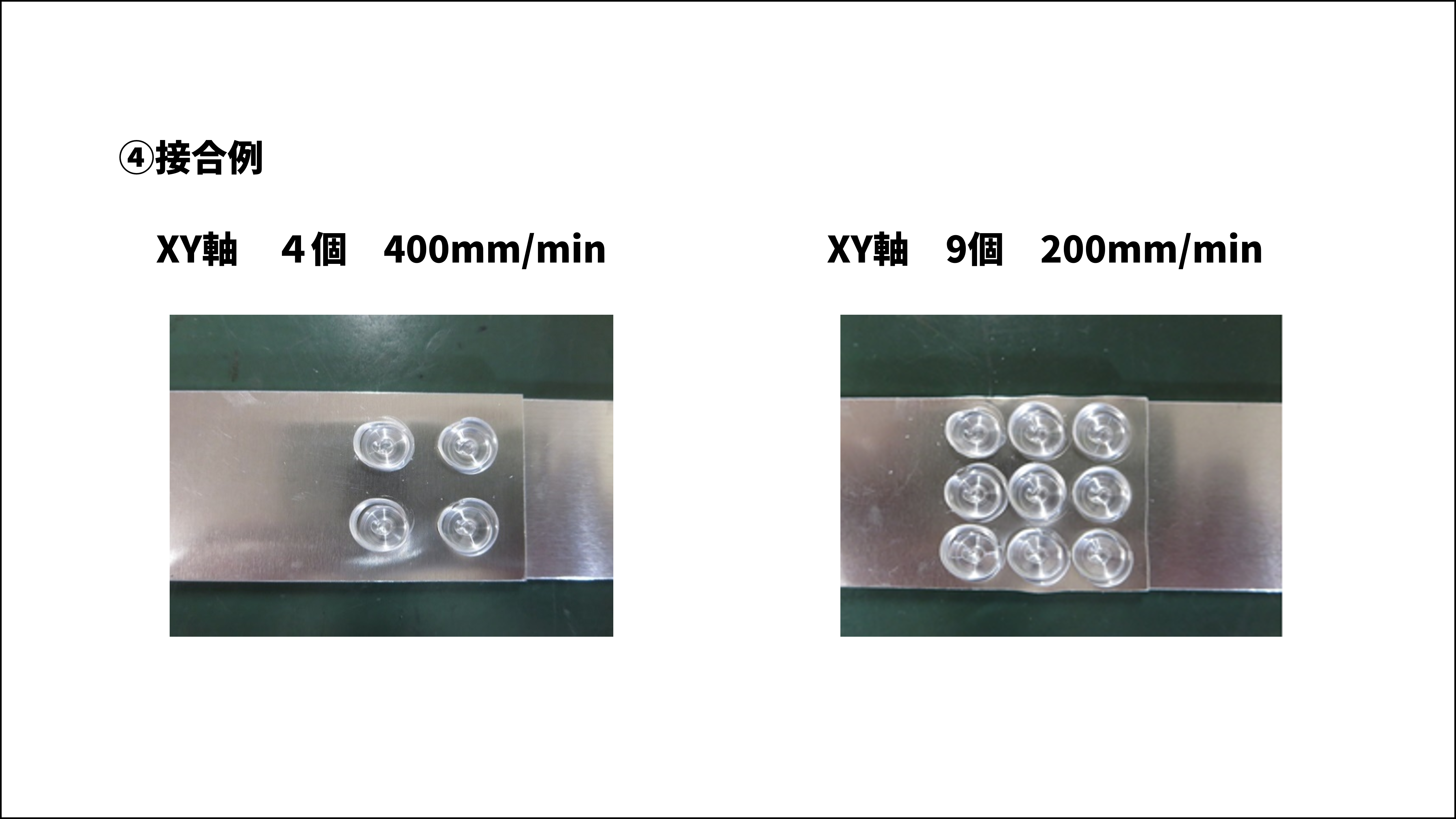
XY軸速度:200mm/minと400mm/min
ショルダ切込み:0.1mm
スポット個数:1個~9個
引張り試験装置
試験片の片側を固定し、他の片を可動体部に取り付けて油圧ジャッキで引張る装置。
引張り力は可動体部に取り付けたロードセルで検出。
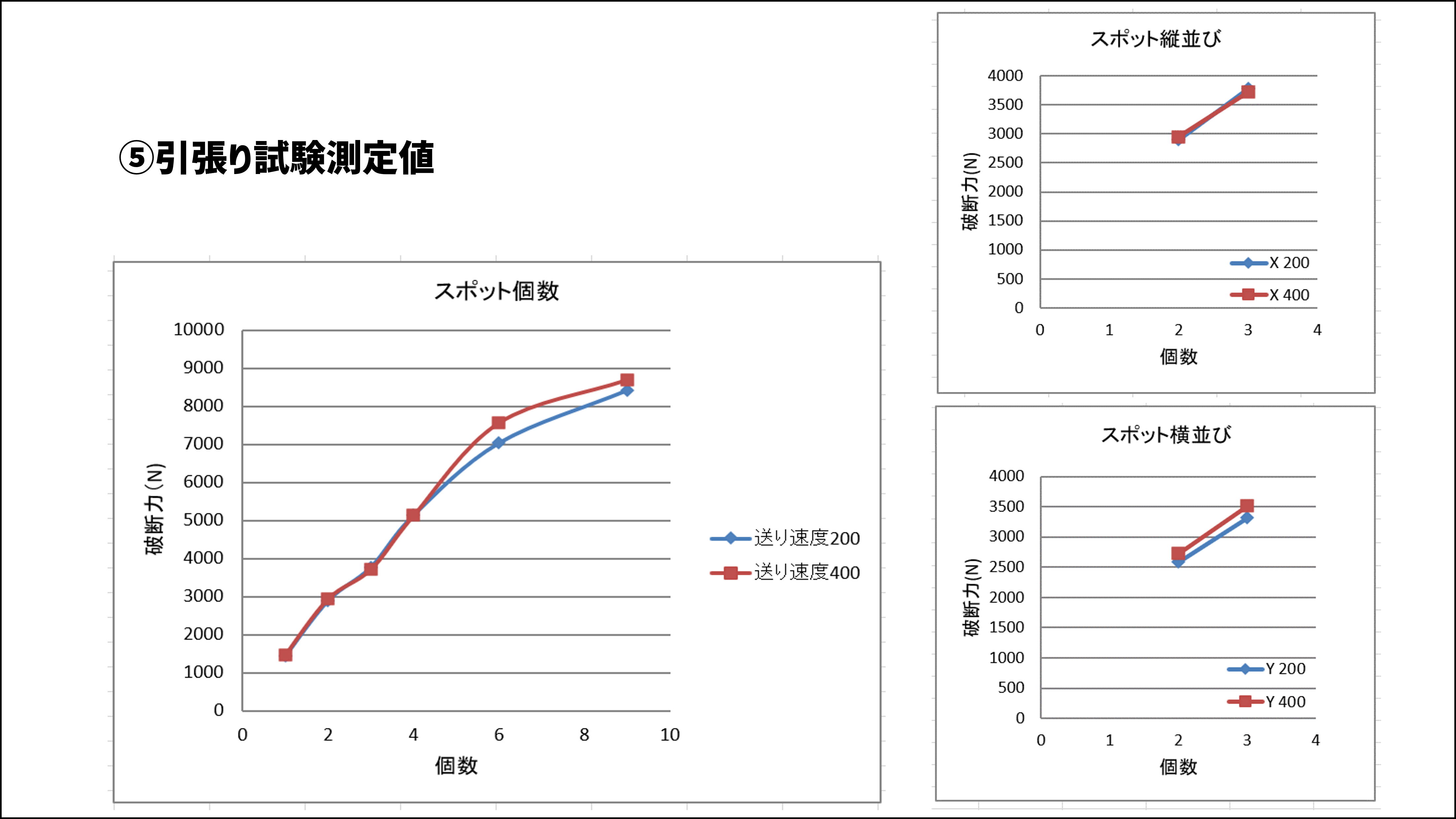
引張り試験の測定値
測定値:破断した時の引張り力
破断力はスポット個数が増えれば破断力は増えるが、スポット個数に比例しては増えていない
1個当たりの破断力を見ると、個数1個と2個が最も大きくそれ以上の個数では減っている
狭い範囲にスポットが入るので、十分に接合効果が出ていないではないかと考えられる。
1個の時の破断力は1,400Nなので、9個の時に材料の引張強さは値11,700N以上になるが、実際の測定値は8,691Nで74%の強度になっている。
XY軸の送り速度200mm/minと400mm/minでは差は少なかった。
スポットの配列と破断力
スポット個数が2個と3個の時は引張り力の方向と配列が2通りある。そのため2通りの破断力を比較。
引張り力の生ずる軸方向に並んでスポットがある方が、破断力が約10%程度大きいことがわかった。
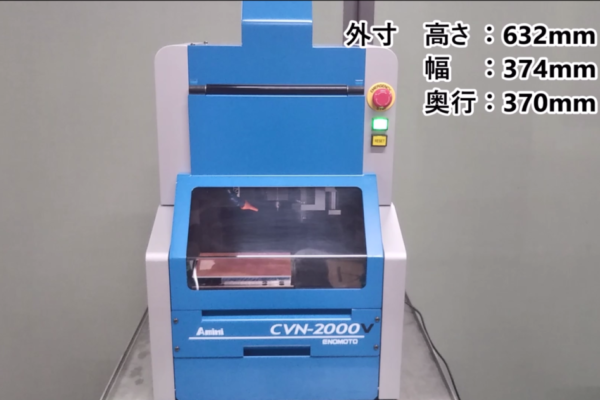
スペック・仕様
| 名称 | マイクロFSW |
|---|---|
| 備考・特記事項 | 部材を接合する工程は溶接が主流だが、FSWは溶接に比べると接合した部材の変形が少なく、エネルギー消費も少ない特徴がある。 部品製造に要求される「高性能低コスト化」に対応できるよう取り組んでいく。 |