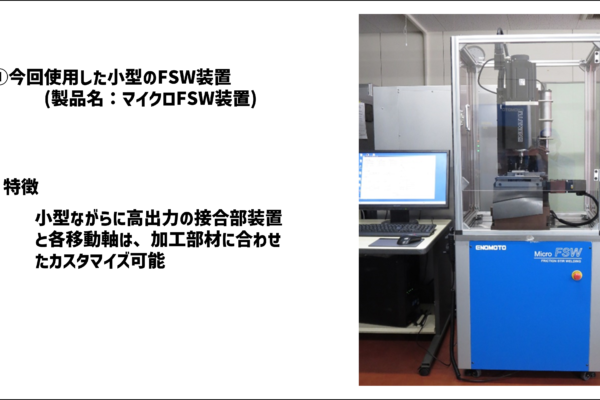
マイクロFSWにおける課題と榎本工業の解決策

課題1:小径ツールでは、大径ツールと比較して同一回転数での摩擦熱量が少なくなります。
解決策:高回転モータ、軸保持機構により10,000rpmでの接合が行え、φ3mmツールで接合が可能です。
課題2:接合ツールを接合箇所へ正確に挿入する必要があります。
解決策:カメラを搭載しており、高精度なツール位置決めが可能です。
課題3:薄板では、接合ツールの挿入量の許容ばらつきが厚板の接合よりも小さくなります。
解決策:接合長が長くても接合対象への接合ツールの挿入量を一定に保てます。(オプション、特許取得済)
課題4: 薄板の突合せ接合では、裏当てへの貼り付きによる接合品損傷が起こりやすくなります。
解決策:特殊プロセス追加により接合物の裏当てへの貼り付きを防止します。(特許取得済)
スペック・仕様
| 名称 | マイクロFSW装置 |
|---|---|
| 機械説明 | 摩擦熱で部材を軟化させながら攪拌して一体化させる接合方法 |
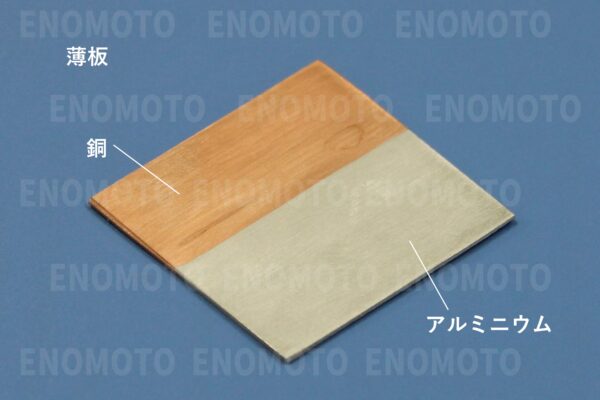
| 特徴 | ①部材を溶融せずに母材の80%以上の接合強度が得られます。 ②アルミダイカストと展伸材、アルミと銅などの接合が可能です。 ③作業者の技量に依存せず安定して接合できます。 |
| 寸法 | 仕様により異なります |
| 能力 | ワークサイズ(mm):お客様のご要望にお応えいたします |
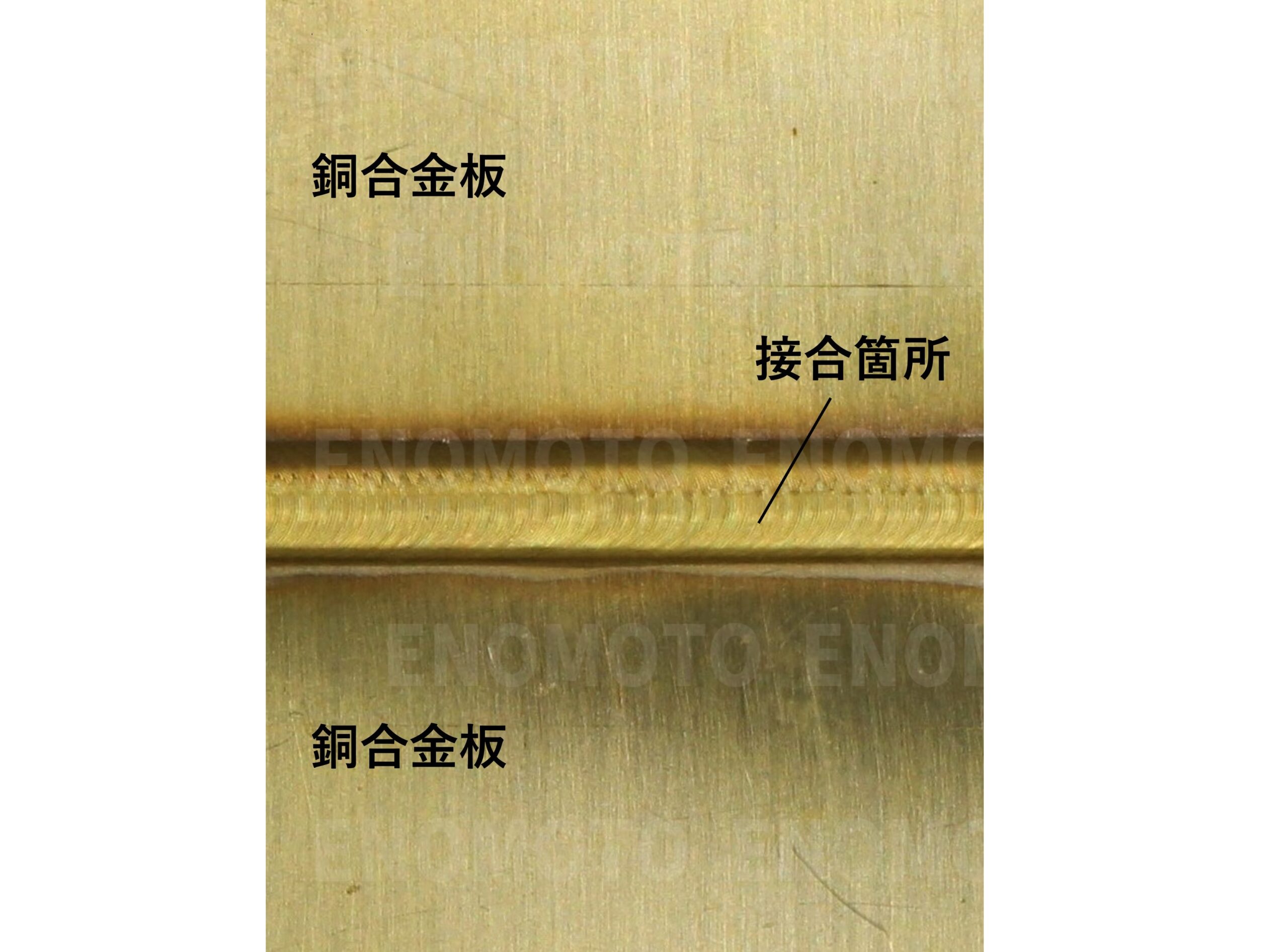
| 備考・特記事項 | 接合事例1:FSWによる異種金属の重ね接合 接合事例2:摩擦熱を利用した異種金属の突合せ接合 接合事例3:摩擦熱を利用した機械的接合 |
| 製品カタログ | こちらからダウンロードいただけます |